Processing Oblique Channels of Forged Steel Globe Valve Bodies (Part Two)
Processing Oblique Channels of Forged Steel Globe Valve Bodies (Part Two)
Jul 09, 2021
3. The structure of positioning fixture
(1) The structure of the fixture
The optimized positioning fixture is composed of a mold, a positioning screw, a nut, a pressure plate, a spacer block, a T-slot screw, etc. (Figure 3)
(2) The principle of clamping
The centerline of the two channels of the valve body is parallel to that of the spindle of the machine tool through the inclined surface of the mold, and the channel at one end of the valve body is matched with the eccentric port by the eccentric positioning port of the mold. After the center hole of the mold is matched and connected with the main shaft of the machine tool, the center line of the processed channel of the valve body coincides with that of the main shaft of the lathe. The workpiece can obtain accurate positioning accuracy and ensure the processing accuracy and quality of the valve body channel. The angle of the eccentric positioning port on the inclined surface of the mold and center hole of the mold form an angle α. When processing the same batch of valve bodies, just mark the highest or lowest point of the valve body channel and align it with the thinnest or thickest point of the mold.
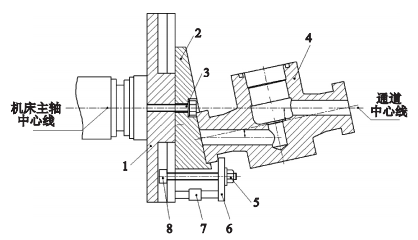
1. Faceplates 2. Molds 3. Positioning screws 4. Valve bodies 5. Nuts 6. Pressure plates 7. Spacer blocks 8. T-slot screws
Figure 3 The processing of valve bodies
(3) Positioning
When one end of the valve body channel is inserted into the eccentric positioning port of the mold, the two end channels of the valve body are parallel to the main shaft of the machine tool through the inclination of the mold itself. The upper center hole of the mold is matched with the center of the faceplate of the machine tool spindle. Use positioning screws to connect and fix the center hole of the mold with the machine tool's faceplate and spindle. The center line of the processed channel of the valve body coincides with that of the lathe's spindle to determine the position of the valve body on the mold and the machine tool, and ensure that the accurate positioning of molds relative to valve bodies.
(4) The clamping process
After the workpiece is positioned, the mold and the valve body are clamped by clamping elements such as pressure plates, T-slot screws, nuts, spacer blocks, and positioning screws, so that the valve body is maintained in the accurate position after positioning. In the machining process, there is no displacement change or vibration caused by cutting force, inertial force and other forces, destroying the original positioning accuracy.
4. The characteristics of the positioning fixture
(1) Reliable performance
The positioning and clamping of the fixture are accurate and reliable. The machining efficiency and safety factor are greatly improved in the machining process due to the great machining allowance, especially the obvious improvement of machining efficiency in mass production.
(2) Simple operation
The intensity of operation is reduced and the alignment process is reasonable. Even if the product is repaired, it is easy to make the alignment.
(3) Versatility
According to the characteristics of the channel angle of the forged steel globe valve, the design of this inclination eccentric mold can be applied to the forged steel globe valve whose outer circles of process flanges, structure length and channel angles are the same.
5. Conclusion
The processing technology and positioning fixture of the oblique channel of the forged steel globe valve body are suitable for the processing of the oblique passage of the forged steel globe valve, forged steel globe check valve, needle valve, etc. The positioning fixture is used for manual clamping combined fixtures of horizontal lathes, and a general fixture and a special fixture are used together to position and clamp the forged steel globe valve body to obtain the accurate position of the processed end on the machine tool. The positioning fixture has the advantages of simple structure, convenient clamping, reliable positioning, high processing efficiency, good processing quality, and wide application ranges. The processing technology and positioning fixture solve the problems of low processing efficiency of the boring and limited ranges of the milling of the valve body's oblique channel as well as the drilling not being able to guarantee the processing accuracy.
(1) The structure of the fixture
The optimized positioning fixture is composed of a mold, a positioning screw, a nut, a pressure plate, a spacer block, a T-slot screw, etc. (Figure 3)
(2) The principle of clamping
The centerline of the two channels of the valve body is parallel to that of the spindle of the machine tool through the inclined surface of the mold, and the channel at one end of the valve body is matched with the eccentric port by the eccentric positioning port of the mold. After the center hole of the mold is matched and connected with the main shaft of the machine tool, the center line of the processed channel of the valve body coincides with that of the main shaft of the lathe. The workpiece can obtain accurate positioning accuracy and ensure the processing accuracy and quality of the valve body channel. The angle of the eccentric positioning port on the inclined surface of the mold and center hole of the mold form an angle α. When processing the same batch of valve bodies, just mark the highest or lowest point of the valve body channel and align it with the thinnest or thickest point of the mold.
1. Faceplates 2. Molds 3. Positioning screws 4. Valve bodies 5. Nuts 6. Pressure plates 7. Spacer blocks 8. T-slot screws
Figure 3 The processing of valve bodies
(3) Positioning
When one end of the valve body channel is inserted into the eccentric positioning port of the mold, the two end channels of the valve body are parallel to the main shaft of the machine tool through the inclination of the mold itself. The upper center hole of the mold is matched with the center of the faceplate of the machine tool spindle. Use positioning screws to connect and fix the center hole of the mold with the machine tool's faceplate and spindle. The center line of the processed channel of the valve body coincides with that of the lathe's spindle to determine the position of the valve body on the mold and the machine tool, and ensure that the accurate positioning of molds relative to valve bodies.
(4) The clamping process
After the workpiece is positioned, the mold and the valve body are clamped by clamping elements such as pressure plates, T-slot screws, nuts, spacer blocks, and positioning screws, so that the valve body is maintained in the accurate position after positioning. In the machining process, there is no displacement change or vibration caused by cutting force, inertial force and other forces, destroying the original positioning accuracy.
4. The characteristics of the positioning fixture
(1) Reliable performance
The positioning and clamping of the fixture are accurate and reliable. The machining efficiency and safety factor are greatly improved in the machining process due to the great machining allowance, especially the obvious improvement of machining efficiency in mass production.
(2) Simple operation
The intensity of operation is reduced and the alignment process is reasonable. Even if the product is repaired, it is easy to make the alignment.
(3) Versatility
According to the characteristics of the channel angle of the forged steel globe valve, the design of this inclination eccentric mold can be applied to the forged steel globe valve whose outer circles of process flanges, structure length and channel angles are the same.
5. Conclusion
The processing technology and positioning fixture of the oblique channel of the forged steel globe valve body are suitable for the processing of the oblique passage of the forged steel globe valve, forged steel globe check valve, needle valve, etc. The positioning fixture is used for manual clamping combined fixtures of horizontal lathes, and a general fixture and a special fixture are used together to position and clamp the forged steel globe valve body to obtain the accurate position of the processed end on the machine tool. The positioning fixture has the advantages of simple structure, convenient clamping, reliable positioning, high processing efficiency, good processing quality, and wide application ranges. The processing technology and positioning fixture solve the problems of low processing efficiency of the boring and limited ranges of the milling of the valve body's oblique channel as well as the drilling not being able to guarantee the processing accuracy.
Next: The Connection Ends and Maintenance of the Forged Steel Valve
Previous: Processing Oblique Channels of Forged Steel Globe Valve Bodies (Part One)

News
About Us
Best Categories
Useful Links