Processing Oblique Channels of Forged Steel Globe Valve Bodies (Part One)
Processing Oblique Channels of Forged Steel Globe Valve Bodies (Part One)
Jun 11, 2021
Abstract: The structural characteristics of the oblique channel of the high-pressure forged steel globe valve body and its processing method are discussed in this article, and the contrast analysis is carried out in aspects such as the processing accuracy, processing range, and processing efficiency. Through the conclusions drawn, the positioning fixture of the lathe is optimized and improved. According to the type and characteristics of the machine tool equipment, economical and applicable processing technology of the oblique passage of the valve body is given.
1. Overview
Forged steel globe valves are mainly used in pipelines or devices of high-temperature and high-pressure media, which are used to connect or cut off the media in the pipeline. Generally, they are not used to adjust the flow. The body of a forged steel globe valve mostly adopts integral free forging or die forging with a solid passage. The inlet and outlet channels of the valve body and the center line of the valve body form a certain angle (angle α), and the two channels are parallel to each other. The two ends of the channels are respectively distributed on the upper and lower sides of the sealing surface. The channel angle is determined according to the circulation resistance and machining allowance of the channel and outer circle. The formulation of a reasonable channel processing plan and the optimized design of the valve body's channel processing mold is the basis for ensuring the processing accuracy of the valve body channel. The machining accuracy and quality of the valve body channel directly affect the sealing performance and service life of the valve.
2. The processing of the valve body channel
2.1 The processing plan
The valve body of the forged steel globe valve is shown in Figure 1. The oblique channel can be processed in turning, milling, drilling, and boring. The machining process is carried out according to the specific analysis of factors such as the mutual position of the machine tool table and the main spindle, clamping method, difficulty of alignment, and processing efficiency.
(1) Drilling: Drawing a positioning line on the end surface of the valve body channel → positioning and alignment of an inclination mold with the angle α → clamping by universal fixtures → drilling
(2) Milling: Drawing a positioning line on the end surface of the valve body channel → positioning and alignment of an inclination mold with the angle α or turning the milling machine's main spindle to angle α → clamping by universal fixtures → milling
(3) Boring: Drawing positioning lines on the end of the valve body's channel → aligning the line (the center line of the feed direction of the reinspection line and boring tool coincides) → clamping by universal fixtures → boring
(4) Turning: Drawing positioning lines on the end of the valve body's channel → positioning and alignment of an inclination mold with the angle α → clamping by universal fixtures → turning
2.2 Scheme analysis
(1) Drilling
One end channel of the valve body is positioned by inclined tires, and the other end surface of the channel is an inclined surface. When drilling is performed, the drill bit is forced to tremble and slip due to the great machining allowance, the machining accuracy of the channel cannot be guaranteed.
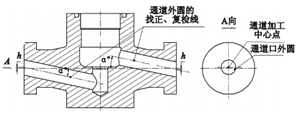
Figure 1 Forged steel globe valve bodies
(2) Milling
Because of the limited distance between the milling machine table and the spindle, when the valve body structure is long, it is easy to cause unstable clamping and limit the processing range.
(3) Boring
In addition to marking the positioning line of the channel's end face, it is also necessary to mark the channel's outer circle alignment and reinspection lines. It completely depends on the marking of the alignment and positioning, which is greatly affected by the marking error, causing low processing efficiency.
(4) Turning
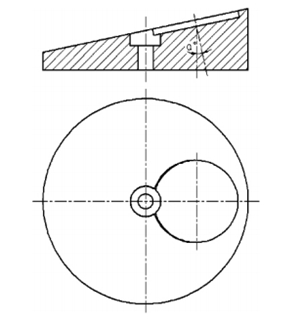
Make the main shaft of the machine tool parallel to the valve body's channel through the inclination mold of the angle α; align the center line of the channel hole with the main shaft of the machine tool by scoring, and then process after aligning and clamping. The insufficiency of the drilling's processing accuracy, processing range of the milling, and processing efficiency of the boring is overcome. In the process of processing the forged steel globe valve channel, it is found that there are still some drawbacks in the turning. When processing the oblique channel of the valve body, the standard line needs to be adjusted for the end face of the channel. In order to solve the problem of time-consuming and labor-consuming marking, the angle α slope mold needs to be optimized and improved. According to the structural length of the forged steel globe valve body and the channel's angle α, the design of the eccentric positioning part of the inclination mold of the angle α is improved (Figure 2).
1. Overview
Forged steel globe valves are mainly used in pipelines or devices of high-temperature and high-pressure media, which are used to connect or cut off the media in the pipeline. Generally, they are not used to adjust the flow. The body of a forged steel globe valve mostly adopts integral free forging or die forging with a solid passage. The inlet and outlet channels of the valve body and the center line of the valve body form a certain angle (angle α), and the two channels are parallel to each other. The two ends of the channels are respectively distributed on the upper and lower sides of the sealing surface. The channel angle is determined according to the circulation resistance and machining allowance of the channel and outer circle. The formulation of a reasonable channel processing plan and the optimized design of the valve body's channel processing mold is the basis for ensuring the processing accuracy of the valve body channel. The machining accuracy and quality of the valve body channel directly affect the sealing performance and service life of the valve.
2. The processing of the valve body channel
2.1 The processing plan
The valve body of the forged steel globe valve is shown in Figure 1. The oblique channel can be processed in turning, milling, drilling, and boring. The machining process is carried out according to the specific analysis of factors such as the mutual position of the machine tool table and the main spindle, clamping method, difficulty of alignment, and processing efficiency.
(1) Drilling: Drawing a positioning line on the end surface of the valve body channel → positioning and alignment of an inclination mold with the angle α → clamping by universal fixtures → drilling
(2) Milling: Drawing a positioning line on the end surface of the valve body channel → positioning and alignment of an inclination mold with the angle α or turning the milling machine's main spindle to angle α → clamping by universal fixtures → milling
(3) Boring: Drawing positioning lines on the end of the valve body's channel → aligning the line (the center line of the feed direction of the reinspection line and boring tool coincides) → clamping by universal fixtures → boring
(4) Turning: Drawing positioning lines on the end of the valve body's channel → positioning and alignment of an inclination mold with the angle α → clamping by universal fixtures → turning
2.2 Scheme analysis
(1) Drilling
One end channel of the valve body is positioned by inclined tires, and the other end surface of the channel is an inclined surface. When drilling is performed, the drill bit is forced to tremble and slip due to the great machining allowance, the machining accuracy of the channel cannot be guaranteed.
Figure 1 Forged steel globe valve bodies
(2) Milling
Because of the limited distance between the milling machine table and the spindle, when the valve body structure is long, it is easy to cause unstable clamping and limit the processing range.
(3) Boring
In addition to marking the positioning line of the channel's end face, it is also necessary to mark the channel's outer circle alignment and reinspection lines. It completely depends on the marking of the alignment and positioning, which is greatly affected by the marking error, causing low processing efficiency.
(4) Turning
Make the main shaft of the machine tool parallel to the valve body's channel through the inclination mold of the angle α; align the center line of the channel hole with the main shaft of the machine tool by scoring, and then process after aligning and clamping. The insufficiency of the drilling's processing accuracy, processing range of the milling, and processing efficiency of the boring is overcome. In the process of processing the forged steel globe valve channel, it is found that there are still some drawbacks in the turning. When processing the oblique channel of the valve body, the standard line needs to be adjusted for the end face of the channel. In order to solve the problem of time-consuming and labor-consuming marking, the angle α slope mold needs to be optimized and improved. According to the structural length of the forged steel globe valve body and the channel's angle α, the design of the eccentric positioning part of the inclination mold of the angle α is improved (Figure 2).
Next: Processing Oblique Channels of Forged Steel Globe Valve Bodies (Part Two)
Previous: The Machining of Oblique Holes of Forged Steel Globe Valve Bodies

News
About Us
Best Categories
Useful Links