Development of High-pressure Forged Steel Gate Valves for Hydrogenation Equipment (Part Three)
Development of High-pressure Forged Steel Gate Valves for Hydrogenation Equipment (Part Three)
Mar 11, 2021
5.3 The sealing packing system
In order to ensure the reliability of dynamic sealing of the valve stem packing, the spring-loaded, double packing seal structure shown in the Figure 4 was designed, and a leakage tube was added in the middle of the double packing. The packing consists of two sets of V-shaped graphite plus upper and lower braided graphite to form a double seal. The butterfly spring loading force of the bottom packing is 1.1 times higher than the nominal medium pressure generating force, and the butterfly spring loading force of the upper packing is 1.5 times greater than the nominal medium pressure generating force; the loading force of the top butterfly spring is 1.75 times the nominal pressure of the medium. The gradually increasing loading force from the inside to outside enables the upper and lower two sets of packing to perform appropriate displacement compensation after loss to maintain a reliable seal, and the combined action of the butterfly spring loading force at the bottom of the packing and medium force can make the V-shaped packing always in a self-sealing state. The three-stage series connection variable stiffness butterfly spring can not only maintain good sealing performance with little leakage of the packing, but also maintain a certain packing loss compensation function, which can make the valve maintain excellent sealing performance for a long time under special and harsh hydrogen conditions.
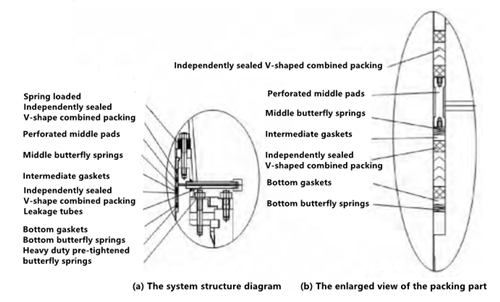
Figure 4 The structure diagram of the sealing packing system
5.4 Spring loaded bonnet pre-tightening bolt structure
As shown in the Figure 4, a special heavy-duty disc spring is designed between the support plate and pre-tightening nut to ensure the reliability of the self-tightening seal. The pre-tightening stress is 138MPa, which meets the requirements of B16.34 and API 600.
5.5 Inspection systems for sealing packing
A gate valve is a valve with dynamic sealing packing for a stem. In addition to the double packing multi-stage variable stiffness butterfly spring being automatically loaded, a leak detection tube is added between the double packing to regularly test the sealing performance of the packing in order to make the hydrogenation unit valve operate more safely. At the same time, a signal acquisition device for online diagnosis of packing loss is also designed for customers to choose. When the spring-loaded movable pressure plate is displaced with the loss of the packing, the fixed micro-travel sensor can instantly measure the loss of the packing, and the dual movable loading system can keep the sealing performance when the movable pressure plate is displaced to the loss limit. The device is designed with a position display device between the movable packing pressure plate and fixed reference object of the valve to accurately reflect the degree of packing loss in time and enable timely warning of the valve packing life status required by special working conditions. The combined use of the leak detection system and packing wear diagnosis system can change maintenance plan modes of traditional valves, so that the valve can operate more safely and economically.
6. Key points of production process control
The production process requires strict control of key processes such as raw material receiving inspection, welding processing, sealing test and fixture matched design for the pressure test due to the high pressure and harsh working conditions of high-pressure forged steel gate valves for hydrogenation equipment.
6.1 The receiving inspection for raw materials
Different materials mixed in the production process sometimes occur because the processes are many and the raw material is sent to different places. The re-inspection of various construction standards is only a random inspection. When there is a supply of unqualified products, the production process may miss the inspection. In order to ensure product quality, in addition to routine verification of main materials such as F321, F22, A105N and F304, intergranular corrosion tests and metallographic analysis tests are also required.
6.2 Welding processing
All welding is strictly performed according to ASME standards. In the welding process, the welding process parameters and heat treatment temperature, holding time as well as heating and cooling rates must be strictly controlled.
6.3 The matching design of the sealing test and pressure test tool
For the ultra-high pressure sealing test with large diameters of DN42MPa and PN76MPa, pressure test blind plate components with high strength, good sealing performance and repeated use are required due to high pressure. For this reason, the authorized utility model has been further optimized and innovatively improved, and the sealing test pressure test tool shown in the Figure 5 is designed and manufactured to ensure the smooth progress of the pressure test of ultra-high pressure valves.

Figure 5 Pressure test tools for sealing tests
7. Pressure tests
The pressure test of the product is carried out by the dedicated pressure test tool at the National Pump and Valve Product Quality Supervision and Inspection Center Hefei General Mechanical and Electrical Products Testing Institute, and the results meet the requirements of Valve Inspection and Testing API 598-2009. The pressure test results of forged steel gate valves with sizes of DN200 mm and pressure of PN25MPa, DN300 mm & PN42MPa as well as DN150 mm & PN42MPa are shown in the Table 2.
Table 2 Pressure test record tables of high-pressure forged steel gate valves for hydrogenation units
In order to ensure the reliability of dynamic sealing of the valve stem packing, the spring-loaded, double packing seal structure shown in the Figure 4 was designed, and a leakage tube was added in the middle of the double packing. The packing consists of two sets of V-shaped graphite plus upper and lower braided graphite to form a double seal. The butterfly spring loading force of the bottom packing is 1.1 times higher than the nominal medium pressure generating force, and the butterfly spring loading force of the upper packing is 1.5 times greater than the nominal medium pressure generating force; the loading force of the top butterfly spring is 1.75 times the nominal pressure of the medium. The gradually increasing loading force from the inside to outside enables the upper and lower two sets of packing to perform appropriate displacement compensation after loss to maintain a reliable seal, and the combined action of the butterfly spring loading force at the bottom of the packing and medium force can make the V-shaped packing always in a self-sealing state. The three-stage series connection variable stiffness butterfly spring can not only maintain good sealing performance with little leakage of the packing, but also maintain a certain packing loss compensation function, which can make the valve maintain excellent sealing performance for a long time under special and harsh hydrogen conditions.
Figure 4 The structure diagram of the sealing packing system
5.4 Spring loaded bonnet pre-tightening bolt structure
As shown in the Figure 4, a special heavy-duty disc spring is designed between the support plate and pre-tightening nut to ensure the reliability of the self-tightening seal. The pre-tightening stress is 138MPa, which meets the requirements of B16.34 and API 600.
5.5 Inspection systems for sealing packing
A gate valve is a valve with dynamic sealing packing for a stem. In addition to the double packing multi-stage variable stiffness butterfly spring being automatically loaded, a leak detection tube is added between the double packing to regularly test the sealing performance of the packing in order to make the hydrogenation unit valve operate more safely. At the same time, a signal acquisition device for online diagnosis of packing loss is also designed for customers to choose. When the spring-loaded movable pressure plate is displaced with the loss of the packing, the fixed micro-travel sensor can instantly measure the loss of the packing, and the dual movable loading system can keep the sealing performance when the movable pressure plate is displaced to the loss limit. The device is designed with a position display device between the movable packing pressure plate and fixed reference object of the valve to accurately reflect the degree of packing loss in time and enable timely warning of the valve packing life status required by special working conditions. The combined use of the leak detection system and packing wear diagnosis system can change maintenance plan modes of traditional valves, so that the valve can operate more safely and economically.
6. Key points of production process control
The production process requires strict control of key processes such as raw material receiving inspection, welding processing, sealing test and fixture matched design for the pressure test due to the high pressure and harsh working conditions of high-pressure forged steel gate valves for hydrogenation equipment.
6.1 The receiving inspection for raw materials
Different materials mixed in the production process sometimes occur because the processes are many and the raw material is sent to different places. The re-inspection of various construction standards is only a random inspection. When there is a supply of unqualified products, the production process may miss the inspection. In order to ensure product quality, in addition to routine verification of main materials such as F321, F22, A105N and F304, intergranular corrosion tests and metallographic analysis tests are also required.
6.2 Welding processing
All welding is strictly performed according to ASME standards. In the welding process, the welding process parameters and heat treatment temperature, holding time as well as heating and cooling rates must be strictly controlled.
6.3 The matching design of the sealing test and pressure test tool
For the ultra-high pressure sealing test with large diameters of DN42MPa and PN76MPa, pressure test blind plate components with high strength, good sealing performance and repeated use are required due to high pressure. For this reason, the authorized utility model has been further optimized and innovatively improved, and the sealing test pressure test tool shown in the Figure 5 is designed and manufactured to ensure the smooth progress of the pressure test of ultra-high pressure valves.
Figure 5 Pressure test tools for sealing tests
7. Pressure tests
The pressure test of the product is carried out by the dedicated pressure test tool at the National Pump and Valve Product Quality Supervision and Inspection Center Hefei General Mechanical and Electrical Products Testing Institute, and the results meet the requirements of Valve Inspection and Testing API 598-2009. The pressure test results of forged steel gate valves with sizes of DN200 mm and pressure of PN25MPa, DN300 mm & PN42MPa as well as DN150 mm & PN42MPa are shown in the Table 2.
Table 2 Pressure test record tables of high-pressure forged steel gate valves for hydrogenation units
| Pressure test projects | DN200 mm & PN25MPa | DN300 mm & PN42MPa | DN150 mm & PN42MPa | ||||||
| Materials of valve bodies | Technical requirements | Results | Materials of valve bodies | Technical requirements | Results | Materials of valve bodies | Technical requirements | Results | |
| Shell tests | F22 | The testing pressure is 38.8MPa; the duration is not less than 120s; there should be no visible leakages and no damaged structures. | There are no visible leakages and no damaged structures. | A105 | The testing pressure is 64MPa; the duration is not less than 120s; there should be no visible leakages and no damaged structures. | There are no visible leakages and no damaged structures. | 321 | The testing pressure is 62.1MPa; the duration is not less than 60s; there should be no visible leakages and no damaged structures. | There are no visible leakages and no damaged structures. |
| Sealing tests of bidirectional liquid | The testing pressure is 28.4MPa; the duration is not less than 120s; the leakage quantities should be less than 20 drips per minute. | 0 | The testing pressure is 46.8MPa; the duration is not less than 120s; the leakage quantities should be less than 20 drips per minute. | 0 | The testing pressure is 45.5MPa; the duration is not less than 120s; the leakage quantities should be more than 12 drips per minute. | 0 | |||
| Upper sealing | The testing pressure is 28.4MPa; the duration is not less than 120s; there should be no leakage. | 0 | The testing pressure is 46.8MPa; the duration is not less than 120s; there should be no leakage. | 0 | The testing pressure is 45.5MPa; the duration is not less than 120s; there should be no leakage. | 0 | |||
| Low pressure sealing tests | The testing pressure is 0.6MPa; the duration is not less than 120s; the leakage quantity should be less than 32 drips per minute. | 0 | The testing pressure is 0.6MPa; the duration is not less than 120s; the leakage quantity should be less than 48 drips per minute. | 0 | The testing pressure is 0.6MPa; the duration is not less than 60s; the leakage quantity should be less than 24 drips per minute. | 0 | |||
Please note that the test environment temperature is 9℃. The maximum allowable working pressure of a valve with a size of DN200mm and pressure of PN25MPa is 25.86MPa at a temperature of 38℃; the maximum allowable working pressure of a valve with a size of DN300mm and pressure of PN42MPa is 42.55MPa at a temperature of 38℃ and the maximum allowable working pressure of a valve with a size of DN150mm and pressure of PN42MPa is 41.37MPa at a temperature of 38℃.
8. Conclusion
After more than a year of research and development for high-pressure forged steel gate valves for hydrogenation units, they are more mature now. The high-pressure forged steel gate valve is favoured by our customers. The successful development of high-pressure forged steel gate valves for hydrogenation units provides safe equipment for the development of hydrogenation technology.

Figure 6 High-pressure forged steel gate valves for hydrogenation units
Next: Optimization of Surfacing Welding of Forged Steel Valve Bodies (Part One)
Previous: Development of High-pressure Forged Steel Gate Valves for Hydrogenation Equipment (Part Two)

News
About Us
Best Categories
Useful Links