Control Systems of ARM Automatic Forged Steel Ball Valve Core Lathes (Part Two)
Control Systems of ARM Automatic Forged Steel Ball Valve Core Lathes (Part Two)
Jul 11, 2022
According to the different materials used in the ball valve seat, the ball valve can be divided into soft seated ball valves and hard seated ball valves. The commonly used materials for soft-seated ball valve seats are PTFE and filled PTFE, and the temperature is generally not more than 200°C. The material for valves seats of hard seated ball valve is metal or ceramic, and the high-temperature valve seat adopts hard sealing. The manufacturing processes of the ball valve spool are: die forging - inner hole cutting - turning - inspection - grinding - inspection - (surface treatment such as high-temperature supersonic spraying) - polishing - inspection. Hard-seated ball valves generally use supersonic flame spraying technology to treat the ball, so that a carbide cermet coating is formed on the surface of the ball to achieve the purpose of corrosion resistance, high-temperature resistance and good mechanical properties.
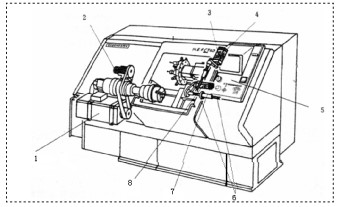
The ball valve core automatic lathe developed in this subject is to complete the "turning-inspection" process in the manufacturing process, and can complete the work of automatic feeding, unloading, and automatic sorting after inspection, and uses fieldbus technology to realize various production equipment, sensors network data connection and management control of user communication interface. The project first needs to develop the mechanical structure and machine drive device of the automatic lathe. The mechanical structure of the forged steel ball valve core automatic lathe includes the spindle machine transmission and speed change mechanism, the disc and its rotational drive device, and the loading and unloading and its hydraulic drive device. The mechanical structure body of the automatic lathe is shown in Figure 3.
The ball valve core automatic lathe developed in this subject is to complete the "turning-inspection" process in the manufacturing process, and can complete the work of automatic feeding, unloading, and automatic sorting after inspection, and uses fieldbus technology to realize various production equipment, sensors network data connection and management control of user communication interface. The project first needs to develop the mechanical structure and machine drive device of the automatic lathe. The mechanical structure of the forged steel ball valve core automatic lathe includes the spindle machine transmission and speed change mechanism, the disc and its rotational drive device, and the loading and unloading and its hydraulic drive device. The mechanical structure body of the automatic lathe is shown in Figure 3.
1. Spindle motors 2. Spindle speed sensors 3. X-axis feed servo systems 4. X-axis resolvers 5. Display and operating systems 6. Ball screws 7. Z-axis feed servo systems 8. X-axis resolver diagrams
Figure 3 The picture of the CNC lathe body
In order to realize flexible servo motor control, controller network conneciton and data transmission, the system adopts STM32 controller based on ARM Cortex-M3 core as the main control chip of the control node, and uses CAN field bus to connect each controller and sensor network. The system needs to develop the following key parts:
(1) Controller design based on ARM Cortex M3 Machine tool automation generally uses PLC as the controller. The advantages are simple programming and reliable operation, which are suitable for the needs of electrical engineering technicians, but the writing of more complex algorithms and functional software is more complicated and it is difficult to achieve; the price is too high for wide applications. This system adopts embedded ARM technology as the control core, realizes the online programming and storage function of the working steps of the machine tool, realizes the precise control and adjustment of the solenoid valve, asynchronous motor, stepper motor and servo motor, improves and realizes the automation of the lathe. The controller is connected with the user interface system and the sensor network through the CAN bus. The system structure of the controller is shown in Figure 4.
In order to realize flexible servo motor control, controller network conneciton and data transmission, the system adopts STM32 controller based on ARM Cortex-M3 core as the main control chip of the control node, and uses CAN field bus to connect each controller and sensor network. The system needs to develop the following key parts:
(1) Controller design based on ARM Cortex M3 Machine tool automation generally uses PLC as the controller. The advantages are simple programming and reliable operation, which are suitable for the needs of electrical engineering technicians, but the writing of more complex algorithms and functional software is more complicated and it is difficult to achieve; the price is too high for wide applications. This system adopts embedded ARM technology as the control core, realizes the online programming and storage function of the working steps of the machine tool, realizes the precise control and adjustment of the solenoid valve, asynchronous motor, stepper motor and servo motor, improves and realizes the automation of the lathe. The controller is connected with the user interface system and the sensor network through the CAN bus. The system structure of the controller is shown in Figure 4.
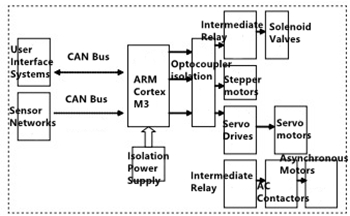
Figure 4 The structure block diagram of the controller
(2) Control network design of controllers, sensors, and user interface based on CAN industrial fieldbus
CAN stands for Controller Area Network, which is a serial data communication protocol that supports distributed control or real-time control. At present, CAN has one of the field buses with a wide range of users at home and abroad, and is also considered to be one of the most promising buses. The CAN data structure is simple and the structure layer is few, which is very beneficial to the transmission of real-time control signals in the system. Its main application areas are automobile manufacturing, public transportation vehicles, robots, hydraulic systems, elevators, machine tools and building automation. According to the control and design requirements of this subject, the system combines the characteristics of CAN-Bus field bus, and designs a control network based on CAN bus, cascaded with the PC host computer, control node, user interface and sensor. The upper IPC, the CAN-based ARM controller and the sensor network constitute a typical field bus control system.
(3) Algorithm design to improve the smoothness of ball valve core
When turning a spherical workpiece, the spindle rotates at a constant speed, and the turning tool rotates in a semicircle along the center of the sphere on the spindle plane. If the circular motion of the turning tool is also constant, the distance between the turning tool and the center of the spindle is changing when the turning tool rotates. The linear speed of the tool relative to the surface of the workpiece is also changing, which will leave traces on the surface of the workpiece and reduce the surface finishment and increase the difficulty of grinding in the later process. The circular rotation of the turning tool in this system is driven by a servo motor, and the controller controls the angular velocity of the circular motion of the turning tool through the servo motor. Through the algorithm design, the angular velocity of the turning tool is calculated according to the angle of the turning tool, which can improve the surface finish of the workpiece after turning.
Conclusion
The mechanical structure of the fully automatic lathe developed for forged steel ball valve core includes frames, spindles and motor drive devices, turntable and servo drive devices, loading and unloading and hydraulic drive devices. Develop a device based on ARM Cortex M3 core, with logic signal input and output, analog signal input, PWM output, real-time clock, support CAN, USB, RS485, RS232, MODBUS and other communication protocols to facilitate communication with other systems such as industrial control screens. The power supply adopts a 24 to 3.3V isolation power supply scheme, the input and output are isolated by fast optocouplers, and the inductive loads such as solenoid valves are also isolated by intermediate relays. Develop an embedded signal acquisition and display system based on ARM Cortex M3 core, collect sensors of various parts of the lathe and user input and output communication interface. The device communicates with the PC and the controller through the CAN field bus. Finally, each control node, user communication node, sensor network, and management PC are connected by CAN bus to realize flexible and unified automatic control as well as data statistics and production management through PC software.
Next: High-pressure Resistant Forged Floating Ball Valves
Previous: Control Systems of ARM Automatic Forged Steel Ball Valve Core Lathes (Part One)

News
About Us
Best Categories
Useful Links