Stellite Alloy Surfacing Repair Processes of 15CrMo Forged Gate Valves (Part Two)
Stellite Alloy Surfacing Repair Processes of 15CrMo Forged Gate Valves (Part Two)
May 14, 2021
2. Technical difficulties of on-site repair of gate valve seats
2.1 Characteristics of materials of valve seats
The surfacing material of the gate valve seat is Stellite6. It belongs to the Co-Cr-W-C series of alloys, which is a classic series of Stellite alloys. It is characterized by small alloying elements and high carbon content. This series of alloys have good hardness, good wear resistance, good temperature resistance and cavitation resistance, and poor toughness. The gate valve seat is made of 15CrMo, which is a kind of pearlitic heat-resistant steel containing alloying elements chromium and molybdenum. It has good oxidation resistance and thermal strength, as well as good corrosion resistance. Because of the low content of alloys, it has excellent manufacturability and physical properties. Its welding performance is similar to that of low-alloy steel and it has high requirements for the welding process. If it is improperly controlled, welding cracks are easy to occur. As the base material for surfacing, 15CrMo and Stellite6 alloys are all dissimilar metals for welding. The main chemical components of Stellite alloys and 15CrMo alloys are listed in Table 1.
Table 1 The main chemical composition of Stellite6 and 15CrMo alloys %
2.1 Characteristics of materials of valve seats
The surfacing material of the gate valve seat is Stellite6. It belongs to the Co-Cr-W-C series of alloys, which is a classic series of Stellite alloys. It is characterized by small alloying elements and high carbon content. This series of alloys have good hardness, good wear resistance, good temperature resistance and cavitation resistance, and poor toughness. The gate valve seat is made of 15CrMo, which is a kind of pearlitic heat-resistant steel containing alloying elements chromium and molybdenum. It has good oxidation resistance and thermal strength, as well as good corrosion resistance. Because of the low content of alloys, it has excellent manufacturability and physical properties. Its welding performance is similar to that of low-alloy steel and it has high requirements for the welding process. If it is improperly controlled, welding cracks are easy to occur. As the base material for surfacing, 15CrMo and Stellite6 alloys are all dissimilar metals for welding. The main chemical components of Stellite alloys and 15CrMo alloys are listed in Table 1.
Table 1 The main chemical composition of Stellite6 and 15CrMo alloys %
| Alloy types | Co | Cr | W | C |
| Stellite6 | 56 | 29 | 4.5 | 1.2 |
| 15CrMo | 0 | From 0.8 to 1.1 | 0 | From 0.12 to 0.18 |
| Alloy types | Ni | Mo | Fe | Mn |
| Stellite6 | 3.0 | 1.0 | 3 | 1.0 |
| 15CrMo | Lower than 0.2 | From 0.30 to 0.55 | Higher than 95 | From 0.4 to 0.7 |
The thermal conductivity of Stellite6 alloy is about 0.06 J/(m.℃); the thermal conductivity is poor, and it has good stress relaxation performance. When a certain stress-relieving temperature reaches, the stress drops rapidly. When the temperature is above 800℃, the stress will be eliminated. These characteristics are the material characteristics that must be mastered when the alloy seat is repaired on-site, which is particularly important for the heat input control of welding and the heat treatment after repair welding.
The thermal conductivity of 15CrMo is different at different temperatures. When the temperature rises, the thermal expansion coefficient increases slightly. The thermal conductivity of 15CrMo is between 0.2 to 0.3 J/(m.9℃), which is higher than the coefficient of thermal expansion of Stellite6 alloy. Therefore, the surfacing of Stellite6 on the surface of 15CrMo is prone to thermal stress, resulting in welding cracks and failure. The physical properties of Stellite6 and 15CrMo are listed in Table 2.
Table 2 Physical properties of Stellite6 and 15CrMo
| Alloy types | Density /kg. M-3 | Hardness HB | Thermal expansion coefficient /10-6.℃-1 | Thermal coefficient /J. (m.℃) -1 |
| Stellite6 | 8200 | 397 | 14.20 | 0.06 |
| 15CrMo | 7 820 | 180 | 14.12 | From 0.20 to 0.30 |
Please note that the temperature is between 20 °C and 500 °C.
2.2 Difficulties in surfacing repair of gate valve seats
(1) The structural size of the surfacing welding parts on the sealing surface of the forged gate valve is often relatively large, and the on-site preheating and heat preservation are difficult.
(2) The chemical composition of the substrate and welding materials are different, which will cause the metallographic structure and mechanical properties of the surfacing to be different. In the welding process, there is a diffusion in the fusion zone, which is easy to cause the corrosion resistance and impact resistance of the surfacing part to decrease. Heat treatment should be performed after welding.
(3) The different expansion coefficients of the matrix and the welding material will lead to the generation of residual internal stress, which requires preheating before welding.
(4) Improper control of the preheating temperature will increase the diffusion of hydrogen and cause cold cracks between the surfacing layer and the matrix.
(5) In the heating and cooling process, the Stellite alloy does not have complex phase transformations. The cooling process after welding must be strictly controlled to prevent the occurrence of stress and cracks because Stellite alloy has good stress relaxation resistance and poor thermal conductivity.
3. Processing method for on-site repair of gate valve seats
3.1 Preparation before welding
3.1.1 Inspection and treatment of surfacing welding surfaces
Before dealing with the alloy sealing surface, it is necessary to conduct a detailed inspection of the damage and position of the alloy sealing surface. At the lower edge of the valve seat's outlet, erosion occurs on the alloy sealing surface. Use a knife straight edge to check and mark the missing alloy range to determine the welding range. The surfacing surface should be polished before surfacing because of the oxidization of Stellite6 alloy, and then use acetone to remove the oil, rust, and other dirt in the welding area to improve the quality of the surfacing surface.
3.1.2 Preparation of weldment
Because the valve seat is large and integrated with the valve body, the heat dissipation area is large and the heat dissipation is fast. The oxyacetylene flame is used for heating, and it is only suitable for partial surface heating. Although this method is simple, cracks in the surfacing welding lead to a high probability of repair failure. The preheating area needs to be accurately controlled. The preheating part of the valve seat before surfacing includes the matrix connected to the valve seat, and the heating range of the matrix should be 4 times longer than the width of the valve seat alloy. A mobile electric heater automatic temperature controller is adopted for the preheating measures. The crawler electric heater is used to stick on the inner surface of the valve seat's flow channel in the process of controlling heating and heat preservation. Aluminum silicate wool is used to cover the valve seat surface and heating parts to preserve heat. The thickness of the insulation layer is not less than 50mm. The same effect of insulation measures can be taken. The schematic diagram of the preheating of the welding parts is shown in Figure 1.
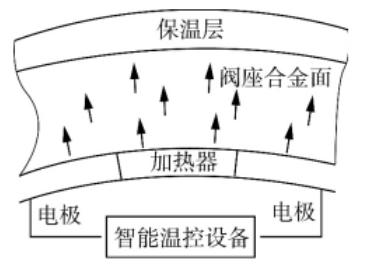
Figure 1 The schematic diagram of preheating of welding parts
2.2 Difficulties in surfacing repair of gate valve seats
(1) The structural size of the surfacing welding parts on the sealing surface of the forged gate valve is often relatively large, and the on-site preheating and heat preservation are difficult.
(2) The chemical composition of the substrate and welding materials are different, which will cause the metallographic structure and mechanical properties of the surfacing to be different. In the welding process, there is a diffusion in the fusion zone, which is easy to cause the corrosion resistance and impact resistance of the surfacing part to decrease. Heat treatment should be performed after welding.
(3) The different expansion coefficients of the matrix and the welding material will lead to the generation of residual internal stress, which requires preheating before welding.
(4) Improper control of the preheating temperature will increase the diffusion of hydrogen and cause cold cracks between the surfacing layer and the matrix.
(5) In the heating and cooling process, the Stellite alloy does not have complex phase transformations. The cooling process after welding must be strictly controlled to prevent the occurrence of stress and cracks because Stellite alloy has good stress relaxation resistance and poor thermal conductivity.
3. Processing method for on-site repair of gate valve seats
3.1 Preparation before welding
3.1.1 Inspection and treatment of surfacing welding surfaces
Before dealing with the alloy sealing surface, it is necessary to conduct a detailed inspection of the damage and position of the alloy sealing surface. At the lower edge of the valve seat's outlet, erosion occurs on the alloy sealing surface. Use a knife straight edge to check and mark the missing alloy range to determine the welding range. The surfacing surface should be polished before surfacing because of the oxidization of Stellite6 alloy, and then use acetone to remove the oil, rust, and other dirt in the welding area to improve the quality of the surfacing surface.
3.1.2 Preparation of weldment
Because the valve seat is large and integrated with the valve body, the heat dissipation area is large and the heat dissipation is fast. The oxyacetylene flame is used for heating, and it is only suitable for partial surface heating. Although this method is simple, cracks in the surfacing welding lead to a high probability of repair failure. The preheating area needs to be accurately controlled. The preheating part of the valve seat before surfacing includes the matrix connected to the valve seat, and the heating range of the matrix should be 4 times longer than the width of the valve seat alloy. A mobile electric heater automatic temperature controller is adopted for the preheating measures. The crawler electric heater is used to stick on the inner surface of the valve seat's flow channel in the process of controlling heating and heat preservation. Aluminum silicate wool is used to cover the valve seat surface and heating parts to preserve heat. The thickness of the insulation layer is not less than 50mm. The same effect of insulation measures can be taken. The schematic diagram of the preheating of the welding parts is shown in Figure 1.
Figure 1 The schematic diagram of preheating of welding parts
Next: Stellite Alloy Surfacing Repair Processes of 15CrMo Forged Gate Valves (Part Three)
Previous: Stellite Alloy Surfacing Repair Processes of 15CrMo Forged Gate Valves (Part One)

News
About Us
Best Categories
Useful Links