Quality Control of Pressure Bearing Forged Parts (Part Two)
Quality Control of Pressure Bearing Forged Parts (Part Two)
Mar 08, 2022
3.3 Quality Control
(1) Both JB/T 12000 and NB/T 47008 standards stipulate the quality requirements for pressure-bearing F91 steel forgings used for valve bodies and bonnets. The JB/T12000 standard is divided into four levels, that is, I, II, III, and IV. Level I is generally not applicable. The inspection items of each level are as specified in Table 4. Forgings with pressure above 900lb shall meet the requirements of level III and above. In the design drawings and purchase list, the shape, size and grade of forgings should be specified.
Table 4 Inspection items for steel forgings
(1) Both JB/T 12000 and NB/T 47008 standards stipulate the quality requirements for pressure-bearing F91 steel forgings used for valve bodies and bonnets. The JB/T12000 standard is divided into four levels, that is, I, II, III, and IV. Level I is generally not applicable. The inspection items of each level are as specified in Table 4. Forgings with pressure above 900lb shall meet the requirements of level III and above. In the design drawings and purchase list, the shape, size and grade of forgings should be specified.
Table 4 Inspection items for steel forgings
| Forging grades | Test items | Number of inspections |
| II | Mechanical property tests and impact tests (Rm Rel, A and AKv2) | One piece of steel forging with the same batch number and heat treatment in the same furnace should be inspected. |
| Hardness HBW | Check one by one. | |
| III | Mechanical property tests and impact tests (Rm Rel, A and AKv2) | One piece of steel forging with the same batch number and heat treatment in the same furnace should be inspected. |
| Hardness HBW | Check one by one. | |
| Ultrasonic inspection | Check one by one. | |
| Grain sizes and non-metallic inclusions | One piece of steel forging with the same batch number and heat treatment in the same furnace should be inspected. | |
| IV | Mechanical property tests and impact tests (Rm Rel, A and AKv2) | Two pieces of steel forgings with the same batch number and heat treatment in the same furnace should be inspected. |
| Hardness HBW | Check one by one. | |
| Ultrasonic inspection | Check one by one. | |
| Grain sizes and non-metallic inclusions | Two pieces of steel forgings with the same batch number and heat treatment in the same furnace should be inspected. |
(2) After the visual inspection for the forged steel valve, there should be no visible cracks, folds and other defects. If there are defects, they should be removed. However, the grinding part should be smooth. When the defects exist on the non-machined surface, the removal depth should not exceed the nominal size of the part. When the defect exists on the machined surface, the removal depth should not exceed 75% of the margin at this part.
(3) Ultrasonic tests of steel forgings comply with the requirements of Table 5. Before the ultrasonic inspection, scientific evaluation should be carried out according to the shape of forged steel parts, and a reasonable inspection plan should be formulated. For superficial areas with doubtful ultrasonic detection, surface liquid penetrant tests and cladding metallography can be used to detect the microscopic morphology of the metal structure to confirm that there are no defects such as porosity, gas holes and slag inclusions.
Table 5 Quality Levels of Ultrasonic Tests (JB/T 6903)
| The classification of forgings | Quality levels of ultrasonic inspections | ||
| Single defect | Bottom wave reduction | Defects at dense areas | |
| Bonnet forgings | 2 | 2 | 1 |
| Valve body forgings | 3 | 2 | 2 |
(4) Metallographic inspection items include metallographic structure, grain sizes and non-metallic inclusions. The detected metallographic structure should be tempered martensite. The determination method for the grain size should be in accordance with the provisions of GB/T 6394. The qualification level of non-metallic inclusions of forgings shall be negotiated by both the supplier and the buyer, and the control level can be specified in Table 6. The determination method of non-metallic inclusions shall be in accordance with the requirements of GB/T 10561.
Table 6 Control levels of non-metallic inclusions in forged steel
| Types | A | B | C | D | DS |
| Levels | Less than and equal to 2 | Less than and equal to 2 | Less than and equal to 1.5 | Less than and equal to 1.5 | Less than and equal to 1 |
| Total inclusions should be less than and equal to 4. | |||||
(5) Samples for testing mechanical properties
- The sample of pressure-bearing forging steel part with high parameters should be taken from the body, and made into a sample after machining and cutting.
- The sample of the bonnet forging should be sampled inward from the nominal thickness of the forging that is equal to or greater than 20mm from the outer edge (Figure 1).
- Sampling positions of valve body forgings are shown in Figure 2a.
- The test piece of the square shaped forging shall be taken from the end of the forging, and shall be sampled from 1/4 of the nominal thickness from the surface (Figure 2b).
- If on-site testing is required, metallographic detection of coated films can be carried out. Using a hardness tester to test the surface hardness. The measuring range should be between 180 to 248HBW, and the hardness should not be too low. The harness above 200HBW is good. The hardness of the F91 forging steel is low, which may result in unqualified metallographic structure, high ferrite content, inappropriate heat treatment processes, and a reduction in the mechanical properties of forging steel parts.
- The sampling location, orientation and quantity can also be discussed by the manufacurer and the buyer. Magnetic particle inspection shall be carried out on the surface of the finished steel forgings to detect possible surface cracks. Welding grooves and sealing surfaces shall be inspected by penetrant inspection.
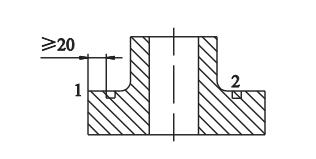
Figure 1 Forging parts for valve bonnets
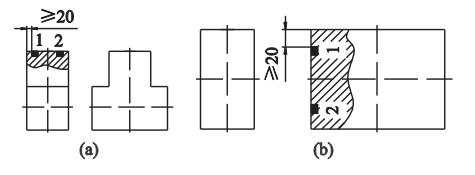
(a) Having a T shape (b) Having a square shape
Figure 2 Valve body forgings
3.4 Processes
The forming process of large forgings is generally in the form of free forging, and the processes are as follows: smelting → blanking → heating → forging → testing → rough machining → heat treatment → testing → machining → testing → storing finished products. According to the analysis of the technological process, defects of forging steel parts can be classified into the defects in the forging process, heat treatment process and machining process.
(1) Defects in the forging process include slag inclusions, porosities, segregation, porosities and shrinkage caused by poor raw materials and forging cracks, folding and white spots caused by improper operation processes and unreasonable mold design.
(2) Defects in heat treatment process include thermal stress concentration due to improper heat treatment process, a great difference in sizes of workpiece, inappropriate forging ratio and other reasons when heat treatment is performed by increasing strength or stress removal process, and quenching cracks caused by material forging defects further expanded in the heat treatment stage.
(3) Defects in the machining process include grinding cracks, dimensional deviation and unqualified surface finish.
Table 7 Common quality defects and protective measures of forging steel parts
Table 7 Common quality defects and protective measures of forging steel parts
| Types of defects | Cause analyses | Measures |
| Folding | The deformation of metal forging is unreasonable, and the forging oxide skin is trapped in the structure. | Improve the forging process and remove the oxide skin inclusions in time. |
| Cracks | The cooling rate of the metal crystal is not uniform, and the cooling shrinkage stress is not uniform, resulting in internal cracking or surface cracking; the final forging temperature is too low, which is also one of the reasons for cracks. | Control cooling rates and final forging temperature ranges. |
| White dots | In the solidification process of the metal, the hydrogen dissolved in it was not released in time, and diffused to the vicinity of the defect in the metal. At room temperatures, atomic hydrogen combined into molecular hydrogen at the defect and continued to gather, generating a great internal pressure and making the metal crack. | Dehydrogenation treatment should be performed during smelting, and control environmental humidity; inspect white dots by bottom wave reflection methods. |
| Gas holes | Gas remains in molten steel, which is generated by absorbing the air during pouring, and fails to overflow during solidification, showing holes and gaps. | Perfect the degassing process. |
| Low hardness | When the heat treatment process is inappropriate, the metallographic inspection shows that the ferrite content is too high and the strength is reduced. | Adjust the heat treatment process to control the reasonable hardness range of 180 to 248HBW. |
| Segregated inclusions and porosities | Unreasonable smelting process and pouring methods | Use molten steel vacuum treatment, protective pouring, electroslag remelting and other technological means. Segregation can be eliminated by the forging process; the ingot maintains sufficient head and tail defect removal. |
3.5 Welding processes
Welding of F91 forged valve parts, including surfacing welding of sealing surface, butt welding of forged shell and connection welding of body seats. F91 is equivalent to the national standard 10Cr9Mo1 VNb, which is heat-resistant steel. It must be preheated during welding, and the interlayer temperature must be strictly controlled. After welding, hydrogen removal treatment must be performed. Delayed cracks and reheat cracks are prone to occur. The tempering temperature after welding should be between 750 and 800℃. Welding procedure qualification shall be carried out for all welding procedures and in accordance with the NB/T47014 standard. The welding procedure evaluation of the sealing surface shall be carried out in accordance with the provisions of GB/T 22652, and the construction shall be carried out after passing the evaluation. The butt welding seam shall be inspected by radiographic inspection. According to the JB/T6440 standard, the grade A is qualified. Welding repair is generally not allowed for defects in the surface depth and limit size of F91 pressure-bearing forging steel parts.
4. Conclusion
Through the research on the hot working process of F91 pressure-bearing forging steel parts for high-parameter valves, the parameters of the conventional forging heat treatment welding process are determined, and the quality control measures are put forward. The pressure-bearing steel forgings are controlled by grading, and the inspection items of the forgings at all levels are clarified; the common quality defects are analyzed, and improvement measures are put forward, which will guide the production and quality control of such large-scale forgings in the future.
Next: -196℃ High-pressure Large Ultra-low Temperature Forged Trunnion Ball Valves
Previous: Quality Control of Pressure Bearing Forged Parts (Part One)

News
About Us
Best Categories
Useful Links