Processing forged Stainless Steel Valve Bodies with Large Diameters
Processing forged Stainless Steel Valve Bodies with Large Diameters
Sep 05, 2022
Abstract: The performance and characteristics of forged stainless steel valve bodies are discussed, and the processing difficulties and solutions are put forward. The process of machining valve body by a boring and milling machine is provided.
1. Overview
Forged steel valves are widely used in supercritical thermal power and nuclear power plants because of their high strength, corrosion resistance and good material quality. The forged stainless steel globe valve body is made from ASTM A182 F321, and the processing of the valve body in the valve manufacturing process is the key to manufacturing.
2. Structural features
The forged austenitic stainless steel globe valve body has a nominal diameter of 250 mm and a pressure rating of Class 1500, as shown in figure 1. The blank of the part is a solid rectangle; the size of the blank is 1030 mm × 470 mm × 940 mm, and the blank is 3580 kg; the two ends of the valve body are welded.
3. The analysis of processing technology
Holes of 285 mm × 546 mm and 240 mm × 870 mm need to be drilled in the forged valve body cavity, so it is difficult to process the valve body cavity and the passage holes on both sides.
(1) Great cutting force and high cutting temperatures
ASTM A182 F321 Austenitic stainless steel has high strength, great cutting stress and plastic deformation during cutting, so the cutting force is great. The cutting temperature is high due to the poor thermal conductivity of the material, and the high temperature is often concentrated in the narrow and long area near the cutting edge of the tool, which accelerates the wear of the tool.
(2) Serious work hardening
When the tool cuts the valve body, the work hardening tendency is great, usually several times that of ordinary carbon steel. The tool works in the work-hardened area, reducing the service of the tool.
( 3) The sticking of the tool
The cutting temperature of austenitic stainless steel is high. When the tough cutting flow through the rake face, sticking and fusion welding will occur, which will affect the surface roughness of the machined parts.
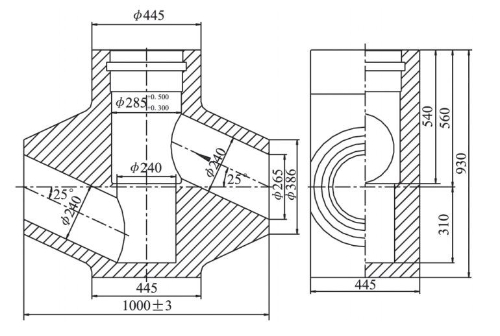
Figure 1 Valve Bodies
Through the analysis, the outer dimensions of the valve body are processed on a vertical lathe, and the middle cavity and deep hole are processed by a digital boring and milling machine (Figure 2). The machine tool is very suitable for deep hole machining due to the great power, strength and rigidity. The entire manufacturing process is controlled by digital display, realizing high-precision monitoring. The machining adopts carbide tools with high impact, good thermal conductivity , low speed and much feed cutting. In the boring process, H1L-2 synthetic cutting fluid with good anti-adhesion and heat dissipation is adopted.
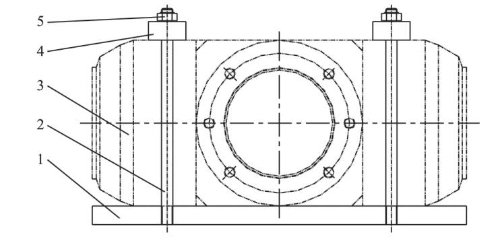
1. Rotary tables 2. Pull rods 3. Valve bodies 4. Pressure plates 5. Compression nuts
Figure 2 The valve body processed on a digital boring and milling machine
The machining processes of the valve body are as follows: drawing the blank circumference and the length line of the middle cavity and the end faces at both ends → milling the end faces at both ends, two sides and bottom surfaces of the valve body to the desired size → rough turning the end face of the middle cavity, the outer circle and the inner holes → build up welding of the sealing surface → rough turning of all parts of the sealing surface, and carrying out penetrant inspection on them → fine turning the end face, outer circle and inner holes of all levels in the middle cavity to the desired size, and the fine turning each part of the sealing surface to the desired size → marking the position line of the threaded hole on the end face of the middle cavity and processing line for channel holes on both sides of the valve body → drilling the end face threaded holes in the middle cavity → boring the channel holes on both sides to the required size.
4. Conclusion
The middle end and inner hole of the forged stainless steel valve body are processed by a boring and milling machine, which meets the processing accuracy and efficiency of the design requirements. The selection of appropriate tools and strict inspection of processing links improves the processing accuracy of the forged stainless steel valve and reduces the production cost.
1. Overview
Forged steel valves are widely used in supercritical thermal power and nuclear power plants because of their high strength, corrosion resistance and good material quality. The forged stainless steel globe valve body is made from ASTM A182 F321, and the processing of the valve body in the valve manufacturing process is the key to manufacturing.
2. Structural features
The forged austenitic stainless steel globe valve body has a nominal diameter of 250 mm and a pressure rating of Class 1500, as shown in figure 1. The blank of the part is a solid rectangle; the size of the blank is 1030 mm × 470 mm × 940 mm, and the blank is 3580 kg; the two ends of the valve body are welded.
3. The analysis of processing technology
Holes of 285 mm × 546 mm and 240 mm × 870 mm need to be drilled in the forged valve body cavity, so it is difficult to process the valve body cavity and the passage holes on both sides.
(1) Great cutting force and high cutting temperatures
ASTM A182 F321 Austenitic stainless steel has high strength, great cutting stress and plastic deformation during cutting, so the cutting force is great. The cutting temperature is high due to the poor thermal conductivity of the material, and the high temperature is often concentrated in the narrow and long area near the cutting edge of the tool, which accelerates the wear of the tool.
(2) Serious work hardening
When the tool cuts the valve body, the work hardening tendency is great, usually several times that of ordinary carbon steel. The tool works in the work-hardened area, reducing the service of the tool.
( 3) The sticking of the tool
The cutting temperature of austenitic stainless steel is high. When the tough cutting flow through the rake face, sticking and fusion welding will occur, which will affect the surface roughness of the machined parts.
Figure 1 Valve Bodies
Through the analysis, the outer dimensions of the valve body are processed on a vertical lathe, and the middle cavity and deep hole are processed by a digital boring and milling machine (Figure 2). The machine tool is very suitable for deep hole machining due to the great power, strength and rigidity. The entire manufacturing process is controlled by digital display, realizing high-precision monitoring. The machining adopts carbide tools with high impact, good thermal conductivity , low speed and much feed cutting. In the boring process, H1L-2 synthetic cutting fluid with good anti-adhesion and heat dissipation is adopted.
1. Rotary tables 2. Pull rods 3. Valve bodies 4. Pressure plates 5. Compression nuts
Figure 2 The valve body processed on a digital boring and milling machine
The machining processes of the valve body are as follows: drawing the blank circumference and the length line of the middle cavity and the end faces at both ends → milling the end faces at both ends, two sides and bottom surfaces of the valve body to the desired size → rough turning the end face of the middle cavity, the outer circle and the inner holes → build up welding of the sealing surface → rough turning of all parts of the sealing surface, and carrying out penetrant inspection on them → fine turning the end face, outer circle and inner holes of all levels in the middle cavity to the desired size, and the fine turning each part of the sealing surface to the desired size → marking the position line of the threaded hole on the end face of the middle cavity and processing line for channel holes on both sides of the valve body → drilling the end face threaded holes in the middle cavity → boring the channel holes on both sides to the required size.
4. Conclusion
The middle end and inner hole of the forged stainless steel valve body are processed by a boring and milling machine, which meets the processing accuracy and efficiency of the design requirements. The selection of appropriate tools and strict inspection of processing links improves the processing accuracy of the forged stainless steel valve and reduces the production cost.
Next: Abnormal Hardness in Welding Heat Affected Zones of F91 Forged Valves (Part One)
Previous: Q367N Forged Steel Fully Welded Ball Valves

News
About Us
Best Categories
Useful Links