Materials and Equipment for Forged Valves
Materials and Equipment for Forged Valves
Jan 07, 2022
Typical materials for forged valves are as follows:
⑴ Carbon steel series: ASTM A105, ASTM LF2, etc.
⑵ Alloy structural steel series: ASTM A182 F5, ASTM A18 F11, etc.
⑶ Stainless steel series: ASTM A182 F316, F316L, F304, F304L, F321, F347, F310, etc.
⑷ Nickel-based alloys: Hastelloy, Inconel, Monel, etc.
⑸ Copper alloys
⑹ Titanium alloys
Changing materials has derived new forging processes and empirical methods, which requires us to continue to explore and practice.
Typical forging processes for valve bodies and bonnets
Integral forging for flanges and valve bodies
Integral forging for flanges and valve bodies is the development direction in recent years. The advantage of integral forging can completely avoid welding defects and enhance the reliability of the valve. The disadvantage is that the difficulty of forging increases and the utilization rate of materials decreases. This structure will gradually be promoted and replace the welding structure. It is our responsibility and obligation to further optimize the forging process.
⑴ The forging processes are as follows: material inspection → blanking → heating → flattening → pre-forging → final forging → trimming → heat treatment → surface cleaning → non-destructive inspection → rust prevention → packaging → delivery
⑵ Basic information of forgings: (the outer dimensions of the forged blank for the double flange valve body) the maximum diameter at the flange is 125 mm, and the total length of the valve body is 164 mm, as shown in Figure 1.

Figure 1 Forging blank of the double flange valve body
1) Blanking: The raw material is a stainless steel F316 round bar with a diameter of 110 mm and a length of 140 mm. The round bar is directly flattened to 70 mm on the mold plane, as shown in Figure 2.
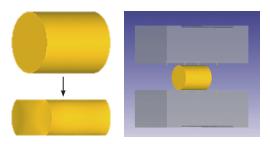
Figure 2
⑴ Carbon steel series: ASTM A105, ASTM LF2, etc.
⑵ Alloy structural steel series: ASTM A182 F5, ASTM A18 F11, etc.
⑶ Stainless steel series: ASTM A182 F316, F316L, F304, F304L, F321, F347, F310, etc.
⑷ Nickel-based alloys: Hastelloy, Inconel, Monel, etc.
⑸ Copper alloys
⑹ Titanium alloys
Changing materials has derived new forging processes and empirical methods, which requires us to continue to explore and practice.
Typical forging processes for valve bodies and bonnets
Integral forging for flanges and valve bodies
Integral forging for flanges and valve bodies is the development direction in recent years. The advantage of integral forging can completely avoid welding defects and enhance the reliability of the valve. The disadvantage is that the difficulty of forging increases and the utilization rate of materials decreases. This structure will gradually be promoted and replace the welding structure. It is our responsibility and obligation to further optimize the forging process.
⑴ The forging processes are as follows: material inspection → blanking → heating → flattening → pre-forging → final forging → trimming → heat treatment → surface cleaning → non-destructive inspection → rust prevention → packaging → delivery
⑵ Basic information of forgings: (the outer dimensions of the forged blank for the double flange valve body) the maximum diameter at the flange is 125 mm, and the total length of the valve body is 164 mm, as shown in Figure 1.
Figure 1 Forging blank of the double flange valve body
1) Blanking: The raw material is a stainless steel F316 round bar with a diameter of 110 mm and a length of 140 mm. The round bar is directly flattened to 70 mm on the mold plane, as shown in Figure 2.
Figure 2
2) Pre-forging: The diameter of the pre-forged flange at both ends is 125.86 mm, and the cross-sectional area at the flange is 12435 mm2; the length between the two ends of flanges is 165 mm. After the blank is made, it has a height of 70 mm, width 140 mm, length 160 mm, and cross-sectional area approximately 9800 mm2. Compared with the shape of pre-forging, the cross-sectional area of the blank is smaller than that of the pre-forging, and the length of the blank is shorter than that of the pre-forging. The flattened blank is placed directly in the pre-forging cavity (Figure 3).
3) Final forging: Put the pre-forged blank into the final forging die and directly form the final forging (Figure 4).
4) Trimming: Put the final forging blank into the trimming die. Cut off the edge, and the forging is finally formed (Figure 5).

Figures 3, 4 and 5
The selection of forging equipment and its advantages and disadvantages
Hot die forging mechanical presses
For valve forgings, the equipment we usually consider for mass production is the hot die forging mechanical press. The manufacturing process is easy to control, and it has high efficiency, good dimensional accuracy, and moderate manufacturing costs. We can select the equipment that should be used based on theoretical formula calculations or practical experience. This is the basic theoretical knowledge that ordinary technicians can master. The production environment is clean and it is environmentally friendly; the working conditions are good; it is easy to realize automated production.
Electric screw presses
Compared with friction presses, electric screw presses have greater product advantages. They are popularized and used at home and abroad, and there is a trend that they can replace hot die forging mechanical presses. After all, the investment cost for once is lower, and the product quality and production efficiency are relatively satisfactory. Automatic control can also be realized, and the forging process is conducted by robots.
Die forging hammers
Simpler valve forgings can choose this kind of equipment, because there are disadvantages of having no ejector devices, large mold angles, poorly controlled sizes, difficult cavity layout, and being difficult to ensure the accuracy of precision forgings, which are more restricted.
Multi-directional die forging presses
The multi-directional die forging press is the most suitable equipment for valve bodies and tees. The material utilization rate is the highest, and precious metals are more suitable. How to improve production efficiency remains to be further discussed. After the efficiency is improved, it has great market prospects. In the future, there are great accomplishments in the field of forging tees and valve bodies.
Tire forgings
For valve body forgings with small batches, simple shapes and heavy unit weights, tire forging can be appropriately selected. The mold is simple; the investment is not much and tire forging saves more materials than free forging. The process is not complicated, and it can save raw materials and machining costs. The metal streamline is closer to the product shape; the performance is more reliable, and the service life is longer. The product performance test bar can be taken from the product matrix, and the production efficiency is much higher than that of free forgings.
Friction presses
If the product is not mass-produced, it is recommended that this type of equipment should be chosen. Compared with the hot die forging press, the efficiency of the friction press is lower than that of the hot die forging press. However, the equipment investment for the friction press is lower than that of the hot die forging press. The biggest advantage of the friction press is that it can produce products with larger strokes and has an upper and lower ejection device.
Hydraulic presses
Hydraulic presses are universal devices. They have outstanding shortcomings of having the lowest efficiency. They have the advantages of solving problems that cannot be dealt with by other equipment.
Counter hammers
Counter hammers are used less and less, and it is not recommended to choose this type of equipment for the production of valve forgings.
4) Trimming: Put the final forging blank into the trimming die. Cut off the edge, and the forging is finally formed (Figure 5).
Figures 3, 4 and 5
The selection of forging equipment and its advantages and disadvantages
Hot die forging mechanical presses
For valve forgings, the equipment we usually consider for mass production is the hot die forging mechanical press. The manufacturing process is easy to control, and it has high efficiency, good dimensional accuracy, and moderate manufacturing costs. We can select the equipment that should be used based on theoretical formula calculations or practical experience. This is the basic theoretical knowledge that ordinary technicians can master. The production environment is clean and it is environmentally friendly; the working conditions are good; it is easy to realize automated production.
Electric screw presses
Compared with friction presses, electric screw presses have greater product advantages. They are popularized and used at home and abroad, and there is a trend that they can replace hot die forging mechanical presses. After all, the investment cost for once is lower, and the product quality and production efficiency are relatively satisfactory. Automatic control can also be realized, and the forging process is conducted by robots.
Die forging hammers
Simpler valve forgings can choose this kind of equipment, because there are disadvantages of having no ejector devices, large mold angles, poorly controlled sizes, difficult cavity layout, and being difficult to ensure the accuracy of precision forgings, which are more restricted.
Multi-directional die forging presses
The multi-directional die forging press is the most suitable equipment for valve bodies and tees. The material utilization rate is the highest, and precious metals are more suitable. How to improve production efficiency remains to be further discussed. After the efficiency is improved, it has great market prospects. In the future, there are great accomplishments in the field of forging tees and valve bodies.
Tire forgings
For valve body forgings with small batches, simple shapes and heavy unit weights, tire forging can be appropriately selected. The mold is simple; the investment is not much and tire forging saves more materials than free forging. The process is not complicated, and it can save raw materials and machining costs. The metal streamline is closer to the product shape; the performance is more reliable, and the service life is longer. The product performance test bar can be taken from the product matrix, and the production efficiency is much higher than that of free forgings.
Friction presses
If the product is not mass-produced, it is recommended that this type of equipment should be chosen. Compared with the hot die forging press, the efficiency of the friction press is lower than that of the hot die forging press. However, the equipment investment for the friction press is lower than that of the hot die forging press. The biggest advantage of the friction press is that it can produce products with larger strokes and has an upper and lower ejection device.
Hydraulic presses
Hydraulic presses are universal devices. They have outstanding shortcomings of having the lowest efficiency. They have the advantages of solving problems that cannot be dealt with by other equipment.
Counter hammers
Counter hammers are used less and less, and it is not recommended to choose this type of equipment for the production of valve forgings.
Next: Ultra-high Pressure Self Pressure Sealing Forged Gate Valves
Previous: Different Forged Valves

News
About Us
Best Categories
Useful Links