Different Forged Valves
Different Forged Valves
Dec 20, 2021
Forging supercritical valves
Supercritical valves are mainly used in thermal power projects, there is no difference for forging processes for small forgings and conventional forging processes. Large forgings weigh several tons, and forging processes are as follows:
⑴ It is necessary to ensure the correctness of the heating process and a sufficient and suitable forging ratio, because if the forged valve is re-heated, the grains will recrystallize and grow through the external force of the forging process, and the heating temperature, holding time and heating rate in the forging process must be strictly controlled to avoid internal cracks; the cooling process is also particularly critical. Alloy steel needs to be slowly cooled, and methods such as pit cooling, furnace cooling, and controlled cooling can be adopted. The forged valve manufacturer should directly install the furnace to control the cooling speed by the set program if possible.
⑵ Forging processes for valve bodies of 10 inches: material inspection → blanking → heating → pre-forging blank → tire mold forming → ejection
⑶ Basic information of the forged valve body of 10 inches: the total weight of the forgings is 1270 kg; the assembly drawing of the tire mold and forming parts are shown in Figure 1.
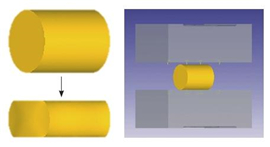
Figure 1 Forming the material
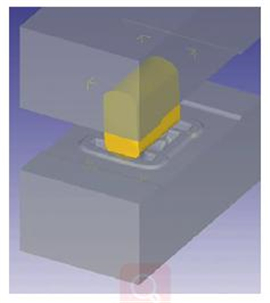
Figure 2 Pre-forging
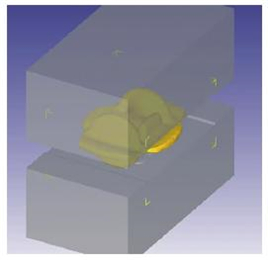
Figure 3 Final forging
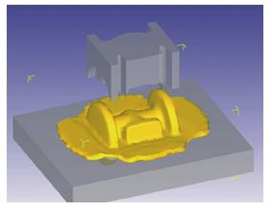
Figure 4 Edge trimming
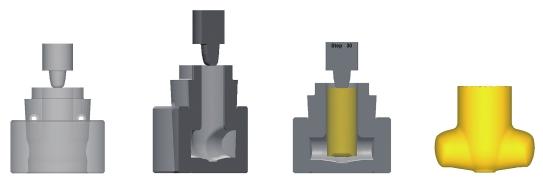
Figure 5 The assembly drawing of the tire mold and formed parts
Forging blast valves
The forging processes of the blast valve are as follows: inspecting materials → blanking → heating → pre-forging blank → tyre mold button types → punching and shaping. Figure 6 shows the simulation of the forging process of the blast valve.
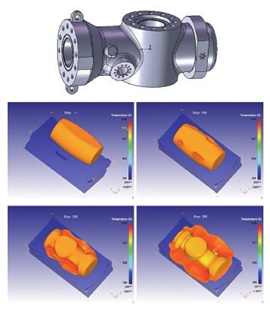
Figure 6 The forging process simulation of the blast valve
Ball valve bodies manufactured by forging instead of casting
From the aspect of the performance of the product, forging has better quality than casting, but the forging process requires continuous improvement to make up for the lack of material utilization. Figure 7 is the ball valve body made by forging instead of casting. This is a future direction. Forged valve manufacturers need to improve their technology and create their market areas.
Forging LNG valve bodies and bonnets
LNG valve forgings are mainly stainless steel forgings. In order to prevent quality defects for the product in subsequent processes, the composite mold is used, which had good results in practice and effectively controlled the reject rate. The composite die cutting and punching design is adopted to reduce the production station and solve the problem of excessive punching and trimming deformation of forgings. The schematic diagram of the composite mold is shown in Figure 8.

Figure 7 Forged ball valve bodies
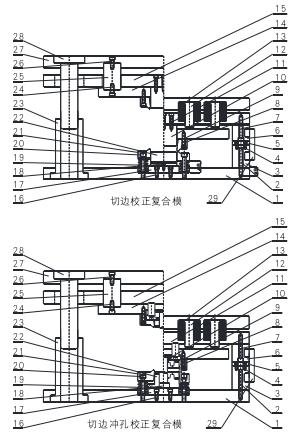
Figure 8 The schematic diagram of composite molds
Forging nuclear valves
Forging nuclear valves require enterprises to obtain corresponding qualifications, and practitioners must be put on file; the operating procedures must be approved and filed in advance, and the whole process is traceable. Material suppliers must be within the scope of qualified suppliers, and the inspection test must not go beyond the points E, R, and H. Non-destructive testing personnel must file with the Nuclear Safety Administration and the scope of testing shall not be exceeded. The acquisition of samples must be strictly consistent with the technical documents. The forgings are shown in Figure 9.

Figure 9 Nuclear valve forgings
Supercritical valves are mainly used in thermal power projects, there is no difference for forging processes for small forgings and conventional forging processes. Large forgings weigh several tons, and forging processes are as follows:
⑴ It is necessary to ensure the correctness of the heating process and a sufficient and suitable forging ratio, because if the forged valve is re-heated, the grains will recrystallize and grow through the external force of the forging process, and the heating temperature, holding time and heating rate in the forging process must be strictly controlled to avoid internal cracks; the cooling process is also particularly critical. Alloy steel needs to be slowly cooled, and methods such as pit cooling, furnace cooling, and controlled cooling can be adopted. The forged valve manufacturer should directly install the furnace to control the cooling speed by the set program if possible.
⑵ Forging processes for valve bodies of 10 inches: material inspection → blanking → heating → pre-forging blank → tire mold forming → ejection
⑶ Basic information of the forged valve body of 10 inches: the total weight of the forgings is 1270 kg; the assembly drawing of the tire mold and forming parts are shown in Figure 1.
Figure 1 Forming the material
Figure 2 Pre-forging
Figure 3 Final forging
Figure 4 Edge trimming
Figure 5 The assembly drawing of the tire mold and formed parts
Forging blast valves
The forging processes of the blast valve are as follows: inspecting materials → blanking → heating → pre-forging blank → tyre mold button types → punching and shaping. Figure 6 shows the simulation of the forging process of the blast valve.
Figure 6 The forging process simulation of the blast valve
Ball valve bodies manufactured by forging instead of casting
From the aspect of the performance of the product, forging has better quality than casting, but the forging process requires continuous improvement to make up for the lack of material utilization. Figure 7 is the ball valve body made by forging instead of casting. This is a future direction. Forged valve manufacturers need to improve their technology and create their market areas.
Forging LNG valve bodies and bonnets
LNG valve forgings are mainly stainless steel forgings. In order to prevent quality defects for the product in subsequent processes, the composite mold is used, which had good results in practice and effectively controlled the reject rate. The composite die cutting and punching design is adopted to reduce the production station and solve the problem of excessive punching and trimming deformation of forgings. The schematic diagram of the composite mold is shown in Figure 8.
Figure 7 Forged ball valve bodies
Figure 8 The schematic diagram of composite molds
Forging nuclear valves
Forging nuclear valves require enterprises to obtain corresponding qualifications, and practitioners must be put on file; the operating procedures must be approved and filed in advance, and the whole process is traceable. Material suppliers must be within the scope of qualified suppliers, and the inspection test must not go beyond the points E, R, and H. Non-destructive testing personnel must file with the Nuclear Safety Administration and the scope of testing shall not be exceeded. The acquisition of samples must be strictly consistent with the technical documents. The forgings are shown in Figure 9.
Figure 9 Nuclear valve forgings
Next: Materials and Equipment for Forged Valves
Previous: Domestic Development Status of Forged Steel Valves

News
About Us
Best Categories
Useful Links