Design and Forging Process of Forged Steel High Pressure Ball Valve Bodies
Design and Forging Process of Forged Steel High Pressure Ball Valve Bodies
Jan 21, 2021
1. Overview
In recent years, because of the development of materials and manufacturing technology, ball valves have been used as cutting devices for pipelines in high temperature and pressure conditions. High-performance ball valves with high parameters adopting cast steel valve bodies can no longer meet the requirements, so it is necessary to use forged steel valve bodies with better toughness and reliability.
2. Design of forged steel ball valve bodies
The structural design of the forged steel valve body must first consider the forging process, that is, the forging has a small machining remaining materials, a small remaining material, a shape and size close to a finished part and a high material utilization rate. Considering its economy, ordinary forging equipment should be used as much as possible, because the cost of large and special forging equipment is high. At the same time, the manufacturing and use of molds are also expensive.
Forged steel ball valves can be made into two-piece (Figure 1) and three-piece (Figure 2). The two-piece valve body structure is more suitable for forging. The valve body needs to be extruded and forged in a closed die, which requires a great deformation force and large forging equipment. Ordinary forging equipment can only forge small size valve bodies, and small deep holes are difficult to be forged. The three-piece valve body structure has good forging manufacturability. The middle valve body can be forged according to the conventional forging process, and the hole can be reamed on the free forging hammer without special tooling and dies. Thick walled seamless structural steel pipes can also be used. The side valve body is actually a butt welding flange, but it is affected by the length of the structure. The flange part is longer than the standard butt welding flange, which increases the difficulty of forging. The ball valve body at the flange end has poor forging technology. The better way is to use a forging welding structure, and then weld a butt welding flange on the valve body at the butt welding end. The forged and welded valve body has lower costs, and its quality can be guaranteed.
.png)
Figure 1 Valve body structure of the two-piece high pressure forged steel ball valve
.png)
Figure 2 The three-piece high pressure forged steel ball valve body structure
3. Living examples
The ball valve has a NPS of 6in, pressure of class 600LB, butt welding and full bores (Figure 3).
The diameter of the sphere is 150mm. Valve bodies on both sides and middle valve bodies are connected by middle flanges. Minimum wall thickness complies with the API 600 standard and the length of the valve structure is confirmed. The valve structure length is 559mm, which conforms to the API 6D standard. The length of the middle valve body is190mm.
.png)
Figure 3 The 6 IN 600LB forged steel ball valve body
3.1 The forging process of the valve body
The forging process of the middle valve body (Figure 4) is according to free forging of the conventional hollow cylinder forgings. The processes are as the following: punching-punch reaming-horse frame reaming. Special tools and dies are not required. The weight of the forging is 79.4kg, and the material utilization rate is 78%.
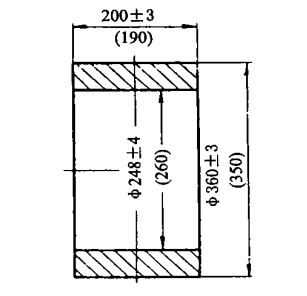
Figure 4 The middle valve body forging
3.2 Forging process of the side valve body
The shape of the side valve body is similar to a standard butt welding flange. For large diameter flanges with a DN being equal to or greater than 200mm, generally only forging holes are performed. The boss is made by machining, and the remaining material is many (Figure 5). The material utilization rate is only 35% to 40%. For small diameter flanges with a DN being equal to or smaller than 150mm, the boss is generally forged and the small hole is punched. The material utilization rate is about 50%. Foreign forged butt-welded flanges not only forge bosses, but also forge large holes with high precision, small remaining materials and material utilization rates of over 85%. However, foreign countries use the extrusion forming process in the closed die, which requires large-scale die forging equipment. API 6D-2002 (22nd edition) 7.3 stipulates that pressure-bearing forgings should be forged to be close to the shape and size of finished parts. This provision is not only to save materials, but more importantly, to improve the performance of pressure-bearing forgings. Because the fibers of forgings are reasonably distributed along the shape and are not cut by machining, the bearing capacity of the parts is enhanced and stress corrosion damage is prevented. Therefore, the forging of the side valve body (Figure 6) is developed. The outer cone surface of the flange is not processed, and it is guaranteed by the die. The remaining material and machining allowance are small and the material utilization rate is high.
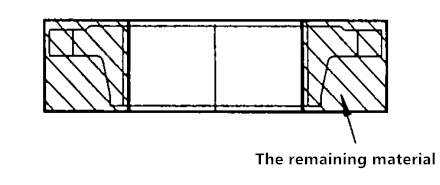
Figure 5 Large diameter butt welding flange forgings
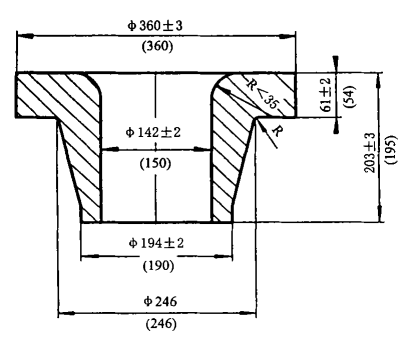
Figure 6 Side valve body forgings
The combination of free forging and loose tooling forging on common free forging hammers is more suitable for forming the side valve body. The process of extruding through holes while flanging with a punch is a special process in loose tooling forging. Compared with closed die forging, it can greatly reduce the required equipment capacity and reduce the weight of the die. There have been successful experience in forging thin short flanges by using this process. However, for thick walled long flanges, the key is the reasonable distribution of the two parts of flanges and flanges of the pre-forged blank before over-extrusion. According to the metal flow characteristics of this process, the pre-forged blank is formulated (Figure 7).
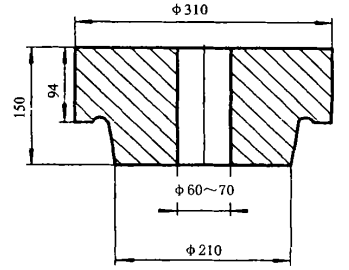
Figure 7 The pre-forged blank before over-extrusion
The height of the pre-forged blank flange is 1.5 times the height of the forging flange, and the diameter is determined by the law of constant volumes. In order to reduce the squeezing deformation force, the center of the blank is pre-punched through holes.
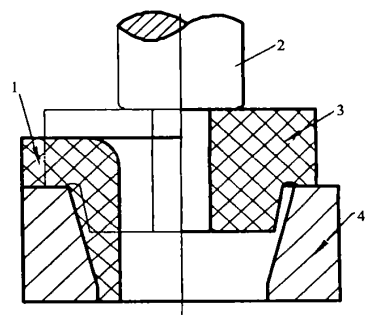
Turn extrusion loose tooling forging is shown in Figure 8. The flange part is outside the mold to reduce the forming force and the weight of the mold. The forgings are forged in two fires on a 750kg air hammer with high efficiency, and the material utilization rate of the forgings weighing 66kg is 71%.
Figure 8 The turn extrusion molding process and mold
2. Design of forged steel ball valve bodies
The structural design of the forged steel valve body must first consider the forging process, that is, the forging has a small machining remaining materials, a small remaining material, a shape and size close to a finished part and a high material utilization rate. Considering its economy, ordinary forging equipment should be used as much as possible, because the cost of large and special forging equipment is high. At the same time, the manufacturing and use of molds are also expensive.
Forged steel ball valves can be made into two-piece (Figure 1) and three-piece (Figure 2). The two-piece valve body structure is more suitable for forging. The valve body needs to be extruded and forged in a closed die, which requires a great deformation force and large forging equipment. Ordinary forging equipment can only forge small size valve bodies, and small deep holes are difficult to be forged. The three-piece valve body structure has good forging manufacturability. The middle valve body can be forged according to the conventional forging process, and the hole can be reamed on the free forging hammer without special tooling and dies. Thick walled seamless structural steel pipes can also be used. The side valve body is actually a butt welding flange, but it is affected by the length of the structure. The flange part is longer than the standard butt welding flange, which increases the difficulty of forging. The ball valve body at the flange end has poor forging technology. The better way is to use a forging welding structure, and then weld a butt welding flange on the valve body at the butt welding end. The forged and welded valve body has lower costs, and its quality can be guaranteed.
Figure 1 Valve body structure of the two-piece high pressure forged steel ball valve
Figure 2 The three-piece high pressure forged steel ball valve body structure
3. Living examples
The ball valve has a NPS of 6in, pressure of class 600LB, butt welding and full bores (Figure 3).
The diameter of the sphere is 150mm. Valve bodies on both sides and middle valve bodies are connected by middle flanges. Minimum wall thickness complies with the API 600 standard and the length of the valve structure is confirmed. The valve structure length is 559mm, which conforms to the API 6D standard. The length of the middle valve body is190mm.
Figure 3 The 6 IN 600LB forged steel ball valve body
3.1 The forging process of the valve body
The forging process of the middle valve body (Figure 4) is according to free forging of the conventional hollow cylinder forgings. The processes are as the following: punching-punch reaming-horse frame reaming. Special tools and dies are not required. The weight of the forging is 79.4kg, and the material utilization rate is 78%.
Figure 4 The middle valve body forging
3.2 Forging process of the side valve body
The shape of the side valve body is similar to a standard butt welding flange. For large diameter flanges with a DN being equal to or greater than 200mm, generally only forging holes are performed. The boss is made by machining, and the remaining material is many (Figure 5). The material utilization rate is only 35% to 40%. For small diameter flanges with a DN being equal to or smaller than 150mm, the boss is generally forged and the small hole is punched. The material utilization rate is about 50%. Foreign forged butt-welded flanges not only forge bosses, but also forge large holes with high precision, small remaining materials and material utilization rates of over 85%. However, foreign countries use the extrusion forming process in the closed die, which requires large-scale die forging equipment. API 6D-2002 (22nd edition) 7.3 stipulates that pressure-bearing forgings should be forged to be close to the shape and size of finished parts. This provision is not only to save materials, but more importantly, to improve the performance of pressure-bearing forgings. Because the fibers of forgings are reasonably distributed along the shape and are not cut by machining, the bearing capacity of the parts is enhanced and stress corrosion damage is prevented. Therefore, the forging of the side valve body (Figure 6) is developed. The outer cone surface of the flange is not processed, and it is guaranteed by the die. The remaining material and machining allowance are small and the material utilization rate is high.
Figure 5 Large diameter butt welding flange forgings
Figure 6 Side valve body forgings
The combination of free forging and loose tooling forging on common free forging hammers is more suitable for forming the side valve body. The process of extruding through holes while flanging with a punch is a special process in loose tooling forging. Compared with closed die forging, it can greatly reduce the required equipment capacity and reduce the weight of the die. There have been successful experience in forging thin short flanges by using this process. However, for thick walled long flanges, the key is the reasonable distribution of the two parts of flanges and flanges of the pre-forged blank before over-extrusion. According to the metal flow characteristics of this process, the pre-forged blank is formulated (Figure 7).
Figure 7 The pre-forged blank before over-extrusion
The height of the pre-forged blank flange is 1.5 times the height of the forging flange, and the diameter is determined by the law of constant volumes. In order to reduce the squeezing deformation force, the center of the blank is pre-punched through holes.
Turn extrusion loose tooling forging is shown in Figure 8. The flange part is outside the mold to reduce the forming force and the weight of the mold. The forgings are forged in two fires on a 750kg air hammer with high efficiency, and the material utilization rate of the forgings weighing 66kg is 71%.
Figure 8 The turn extrusion molding process and mold
1. Forging 2. Punch king blanks 4. Lower dies
4. Conclusion
Because of the inherent defects of porosity, shrinkage cavity, pores and dendrites in steel castings, it is necessary to use more reliable forged valve bodies for valves under critical conditions. Ball valve bodies, especially three-piece ball valve bodies have better forging process. Turn extrusion process adopting a combination of free forging and loose tooling forging can forge a larger size ball valve body with fewer special tools and dies as well as high efficiency on a small free forging hammer.
Next: The New Nested Forged Steel Ball Valve
Previous: Structural Characteristics of Forged Steel High Pressure Metal Sealed Ball Valves

News
About Us
Best Categories
Useful Links