Analysis and Research on Processing Technology of Forged Stainless Steel Valve Bodies
Analysis and Research on Processing Technology of Forged Stainless Steel Valve Bodies
Feb 05, 2021
Abstract: The processing characteristics of forged stainless steel valve bodies are discussed. Through a comparison of the processing technology schemes, the processing technology of the hydraulic hexagonal turret machine tool is given.
1. Overview
Forged steel valvesare widely used in petrochemical, chemical, oil extraction, oil refining, steel, thermal power and nuclear power valves due to their high fibrous strength and good material quality. The valve body of forged stainless steel globe valves with pressure of Class 150 to Class 2500 is made from A182-F316. In the manufacturing process, the processing of the austenitic stainless steel valve body is the key to the process, especially the drilling process of the deep hole of the valve body. The processing difficulty directly affects product quality of the valve.
2. Features of valve bodies
Take a forged steel globe valve body with a nominal diameter of 2 inches (508mm) and pressure of Class 2500 as an example (Figure 1 and Figure 2).
3. Process plans of general equipment for processing valve bodies
In general equipment, the processing procedures of forged steel globe valve bodies are shown in Figure 3. The procedures are as the following:
① Process the end face first, and then process the rest parts of valve bodies based on using the end plane as positioning reference.
② Machine the holes in the cavity of the valve body, and the front size should be built up welded.
③ There should be sockets at both ends of valve bodies.
④ Drill oblique holes at both ends of valve bodies.
The forged steel globe valve body is processed on general equipment and special tooling, and deep hole drilling in the valve body cavity is difficult technically. Austenitic stainless steel A182-F316 has good hardness, high viscosity and strength, great drilling force, poor heat dissipation and serious wear of the drill bit. Deep hole drilling steps are drilled separately. The hole has a size of 59mm and a depth of 115mm. It takes 120 minutes to drill a size of 37mm with a depth of 40mm. The rough part weighs 30kg. Assembly and disassembly of the part involve much labor and have low efficiency.
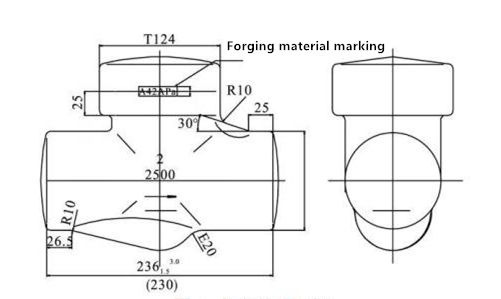
Figure 1 Forging rough parts of valve bodies
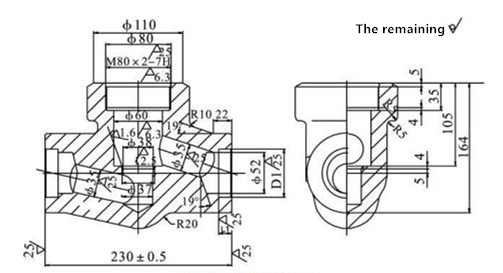
Figure 2 Machining of valve bodies
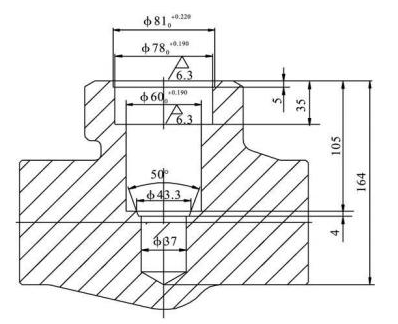
Figure 3 The machining process diagram of the valve body
1. Overview
Forged steel valvesare widely used in petrochemical, chemical, oil extraction, oil refining, steel, thermal power and nuclear power valves due to their high fibrous strength and good material quality. The valve body of forged stainless steel globe valves with pressure of Class 150 to Class 2500 is made from A182-F316. In the manufacturing process, the processing of the austenitic stainless steel valve body is the key to the process, especially the drilling process of the deep hole of the valve body. The processing difficulty directly affects product quality of the valve.
2. Features of valve bodies
Take a forged steel globe valve body with a nominal diameter of 2 inches (508mm) and pressure of Class 2500 as an example (Figure 1 and Figure 2).
3. Process plans of general equipment for processing valve bodies
In general equipment, the processing procedures of forged steel globe valve bodies are shown in Figure 3. The procedures are as the following:
① Process the end face first, and then process the rest parts of valve bodies based on using the end plane as positioning reference.
② Machine the holes in the cavity of the valve body, and the front size should be built up welded.
③ There should be sockets at both ends of valve bodies.
④ Drill oblique holes at both ends of valve bodies.
The forged steel globe valve body is processed on general equipment and special tooling, and deep hole drilling in the valve body cavity is difficult technically. Austenitic stainless steel A182-F316 has good hardness, high viscosity and strength, great drilling force, poor heat dissipation and serious wear of the drill bit. Deep hole drilling steps are drilled separately. The hole has a size of 59mm and a depth of 115mm. It takes 120 minutes to drill a size of 37mm with a depth of 40mm. The rough part weighs 30kg. Assembly and disassembly of the part involve much labor and have low efficiency.
Figure 1 Forging rough parts of valve bodies
Figure 2 Machining of valve bodies
Figure 3 The machining process diagram of the valve body
4. The plan of hydraulic hexagonal turret semi-automatic machine tool for valve body processing
The processing and production type of forged steel globe valve bodies is alternate production with single piece and small batches, which is not suitable for dedicated equipment. Using CNC lathes and deep hole drilling can't cope with this issue. The cost of using a CNC machining center is too high. A dedicated machine tool is chosen at the end. After investigation and testing, the hydraulic hexagonal turret semi-automatic lathe is equipped with front and rear tools and six-station rotary turrets. The machine has high power, good strength and rigidity, and is very suitable for deep hole drilling. The entire process program is controlled by CNC programming, which realizes the automation of the machining process. The clamp for machining the middle part of the valve body is shown in Figure 4. The machine tool is equipped with hydraulic clamping systems with pressure of 20MPa. A hydraulic chuck with two claws are adopted to adjust the operation of clamping the workpiece. Changing the workpiece only needs to adjust the distance between the two jaws and clamping block, which has reasonable and convenient operation.
Figure 4 The clamp for turning the middle part of the valve body
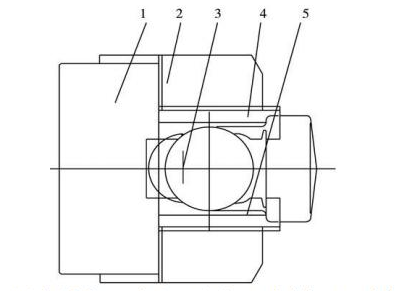
Figure 4 The clamp for turning the middle part of the valve body
1. Hydraulic chucks with two claws 2. Claws 3. Valve bodies 4. Upper clamping blocks 5. Lower clamping blocks
5. Conclusion
The middle end cavity of the forged steel globe valve body is processed on the hydraulic hexagonal turret semi-automatic lathe for 8 steps, and the process is completed as shown in Figure 3. The machining of forged steel globe valve bodies on hydraulic hexagonal turret semi-automatic lathes has become a typical process. The total working time is 55 minutes, and its efficiency increases 4 times higher than that of ordinary machine tools.
Figure 5 Processing the middle part of the valve body on a hydraulic hexagonal turret lathe
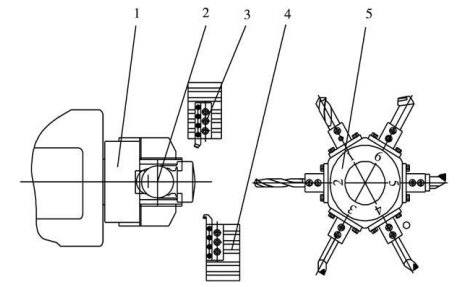
1. Hydraulic chucks with two claws 2. Clamps 3. Rear tool rests 4. Front tool rests 5. Turrets
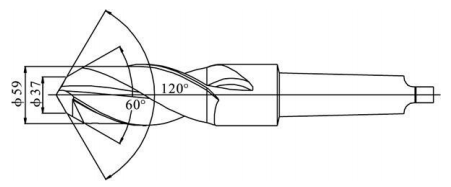
Figure 6 Double main cutting edge drills
Next: An Introduction to Forged Steel Ball Valves
Previous: The New Nested Forged Steel Ball Valve

News
About Us
Best Categories
Useful Links